
Gage R&R and Measurement Variation
One of the bases (theoretical and practical) of SPC is to understand and reduce sources of process variation known as the “5M’s”: Machine, Manpower, Method, Material, Mother nature (environment). We could add a 6th M (Management).
But what about the 6th M: Measurement?
One could argue that measurement error is not actually changing the product as it is only checking something already manufactured. However, we must consider the 2 primary reasons for measuring the product:
- 1. Checking the product conforms to customer requirements
When a product is close to the upper or lower tolerance limits, measurement variation can cause two costly issues: either a bad part can be passed to the customer (internal or external), or a good part can be failed resulting in scrap or repair.
- 2. Monitoring and control of the manufacturing process
If the measurement system is not consistent, it can result in unnecessary process setting adjustments being made (known as ‘tweaking’) causing the process to become unstable. This is how measurement variation can directly increase product variation.
Introduction to Gage R&R
A measuring device, and more generally a measurement system (also subject to 5M) has variation and provides a measurement uncertainty.
Gauge R&R (repeatability & reproducibility) is a means of assessing the measurement system variation and concluding whether a gauge is suitable for the intended application.
Practically, an R&R study aims to separate the causes of the measurement variation into two main categories – variation due to the measurement system itself (repeatability), or variation due to the user method or process (reproducibility)
A preliminary Gage R&R study should be conducted prior to introducing SPC or process capability analysis to ensure the validity of the results.
Methods
A Gage R&R study is carried out in the following way: several operators (2 or 3) measure a number of parts (5-10) several times (2 or 3). The order of the measurements is randomized, and an attempt is made to select representative parts which cover the entire tolerance interval.
This study provides information on:
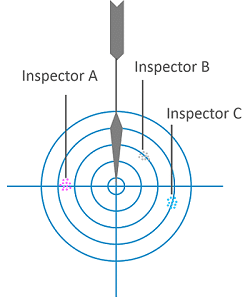
- Repeatability: Variation seen when the same operator measures the same part multiple times. This is an indication of the variation due to the measurement equipment.
- Reproducibility: Variation seen between operators when multiple operators measure the same part multiple times. This is an indication of the variation due to the measurement method.
- Interaction (ANOVA / ANAVAR study) between the parts and the operator. This highlights if there is more variation on particular parts (e.g. top or bottom of tolerance)
The result of the study is a calculated indicator where the overall observed variation is expressed as a percentage of the part tolerance. This is known as Gage R&R%.
We use this value to conclude whether the measurement system is either:
- Acceptable
- Conditionally accepted (under specific conditions)
- Unacceptable (system needs replacing or improving)
Because the acceptance criteria is partly dependent on the product tolerances for which the measurement system will be used, an instrument may be deemed acceptable for measuring one product or characteristic but not acceptable for another. Therefore, care should be taken when using an R&R study as a qualification process for purchasing new measurement equipment – make sure that the study represents all the intended products for which it will be used!
Additionally, be mindful that the purpose of a conventional R&R study is only examine the repeatability & reproducibility and validate whether the measurement system is suitable for checking and controlling a product. A more complete assessment of the gauge should include other characteristics such as accuracy and linearity etc.
SPC Vision software provides functions to conduct a full R&R Study (in accordance with ISO TS 16949 Measurement System Analysis standard) and also CMC indicators (developed by CNOMO Standard with the Cpc indicator introduced by Maurice Pillet).
For advanced interaction calculation methods, we use the ANOVA (Analysis of Variance of the MSA) and its variant ANAVAR (Analysis of the Variance).
Ben Allister & Frédéric Henrionnet
CT Infodream