
Some principles of reception control
This article describes some principles of reception control and answers the following questions:
- What is reception control?
- What are the differences with SPC?
- How can reception control be optimised?
What is Reception Control?
Incoming or reception control is the process used to validate the quality of a supplied lot of parts or components. The outcome of this process is simply to determine if the lot is « compliant » or not?
If yes, accept the lot, and if no, return it to the supplier.
This « reception control » process is extremely important:
– if we reject a lot and our production system is « just in time », it will de-stabilise the production schedule and could cause other knock-on issues in the workshop (material or component shortages);
– If we accept a « bad’ lot », it will have a direct effect on the quality of future processes and cause manufacturing or assembly problems.
Either way, the effects are immediate…
Given the important nature of this decision there are international standard defining the process, statistical methods and rules. These are found under the term « Control Reception » and the standards are ISO2859 or ISO3951).

What is the principle of reception control
The principle is to validate a lot by checking a sample of pieces (we can’t check 100% of the parts!). Based on the risk that we decide to accept (depending on the critical nature of the products), we will decide the precise number of parts to be tested (sample size) and the acceptance criteria (e.g. out of a batch of 1000 pieces, we check 20, and if there are 2 or more that are non-compliant, we refuse the lot).
On a practical level, the terms used are:
- AQL: Acceptable Quality Level or
- NQT: Quality Level Tolerated.
There are 2 types of risk :
- accept a bad lot (which is a risk to the consumer)
- reject a good (risk to the producer/supplier)
For a more precise description of the terms and indicators, you can read the article « Reception control vs SPC ».
Differences with SPC
When we speak of risks (α, β), sampling and statistics, links with SPC (Statistical Process Control) are obvious.
The lack of production sequence on the control charts
The fundamental difference lies in the lack of production sequence on the control charts.
In reception control, we take random samples from the lot, so we have no notion of time between them: it is not known whether sample A was manufactured before the B!
In SPC monitoring: samples are always taken in sequence so process changes can be detected.
The interpretation of results
Another difference lies in the interpretation of results and final actions.
Using reception control, the final action is to accept or reject the entire lot!
Using SPC Monitoring the interpretation is dynamic and pro-active. The charts are used to determine when to change or adjust the process to prevent bad quality.

How to optimise reception control?
As with SPC, there are ways in which we can optimise the reception control process.
Lighter inspection
Have lighter (reduced) or increased (reinforced) inspection based on the history of the supplier results.
Alternative sampling
Apply alternative sampling/decision rules to increase the speed of the process:
- simple or classic sampling: We take all the samples before making the decision, or
- sequential sampling: we stop taking samples as soon as we are sure the lot is sufficiently good (or bad)
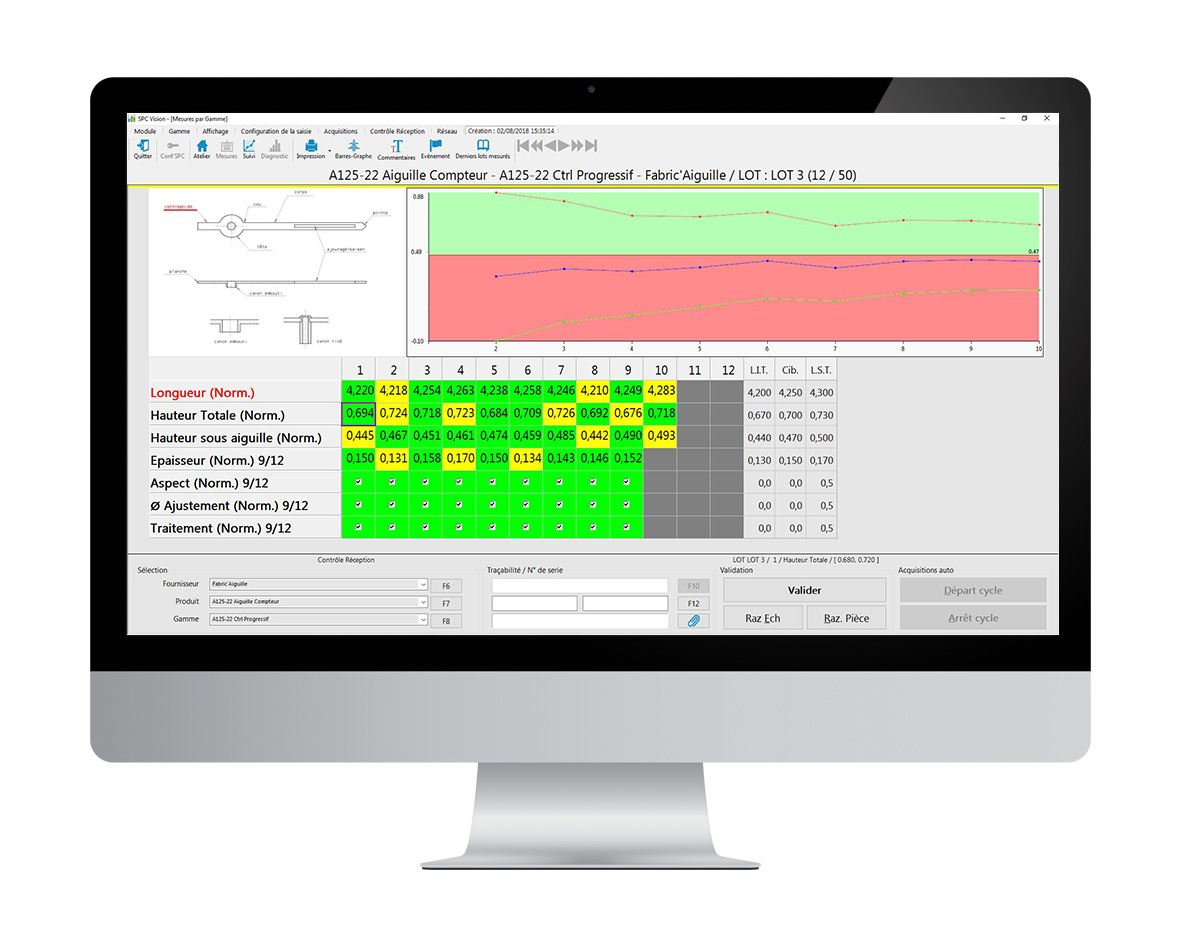
Dimensional measurements
Use variable charts for dimensional measurements, i.e. not just good / not good.
All these possibilities are related to the initial risk we decide to take: we can change the sampling or the rules of acceptance while having the same statistical confidence.
Optimising the reception control process allows you to reduce the control time by up to 50%!
However, to achieve this, it is essential to use a software that can work according to different standards (attributes / variable measurements), different sampling plans (single, double, etc), and enables the dynamic control of part characteristics.
Frédéric Henrionnet
CT Infodream
Learn more about Qual@xy SPC software