The ultimate goal of a Statistical Process Control project is to obtain relevant SPC alarms (or alerts), enabling preventive rather than curative action on the manufacturing process.
Why do we need alarms? And first of all, what is an alarm?
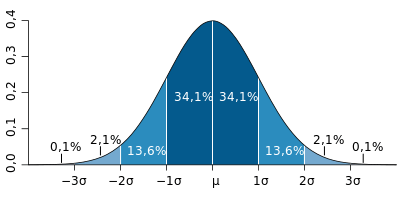
This is an SPC alarm, i.e. a statistical alarm, not a production alarm concerning compliance. A statistical alarm on a process indicates that something abnormal is happening, in the sense of « non-normality » in SPC theory. This notion of normality is sometimes difficult to grasp for operators (…and for others: the Central Limit Theorem never made anyone laugh!). We can therefore replace this notion of normality by the notion of habit, of history: something unusual is happening.
An alarm is therefore a decision aid for intervention in the process.
Where the measurements I have just taken show that something unusual is happening, I have to intervene. If I don’t have an alarm, my process is in its « normal » mode, it is under control and I don’t intervene.
However, the compliance of my parts is therefore totally excluded from triggering an alarm:
- a « good » part can trigger an SPC alarm
- an « out of tolerance » part can be part of my normal or usual population (in the case of a non or just capable process)
It is therefore necessary to be able to fine-tune the triggering of alarms in order to be alerted only when necessary. There are two levers of action on the triggering of alarms :
- Control limits
- Types of alarms that can be triggered
Control limits
They can be calculated in two different ways:
- Historically or statistically (what does my process usually do)
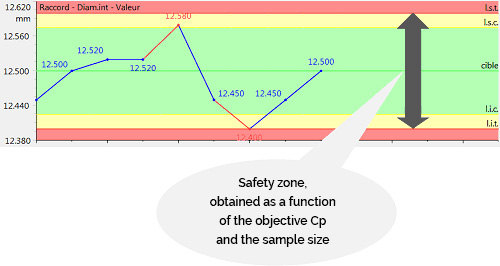
- In a totally arbitrary manner based on capability objectives (safety zone between the tolerance limits and the control limits)
Types of SPC alarms
The most classic ones are :
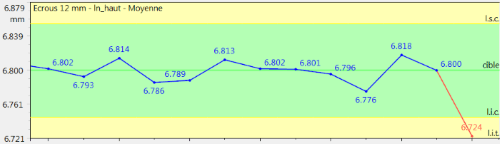
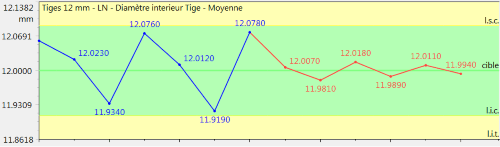
- exceeding control limit
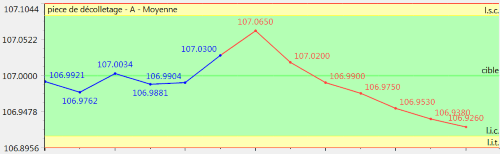
- an increasing or decreasing trend
There are more complex ones (sequence of points above or below the average, decentring,…)
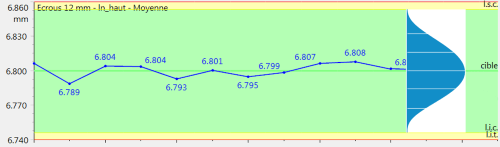
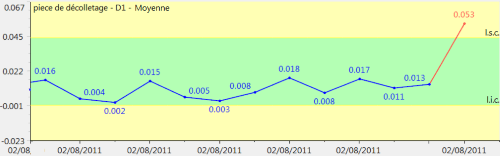
But we can also have more surprising control charts, with too many points close to the target: we are « too good ». To be translated by « it is not normal or usual that the process is so well stabilised or adjusted ».
In this case, it is necessary to find the cause of this improvement in order to be able to sustain it (or to detect the problem with the measurement process…).
Setting SPC alarms
When it comes to setting these alarm triggers, we suggest a golden rule that should not be deviated from. Don’t set off more alarms than you can handle.
Managing means putting an action plan in place or simply saying « I am aware ». Otherwise, the operator will sometimes see cards with red dots on them but will see no difference with the « under control » cards as there is no action! So alarm or no alarm, it’s all the same, and you get the root cause of production not being involved in the SPC.
It is therefore best to start in the classic way, with only « limit violation » and « trend » alarms. You can then activate other types of alarms SPC depending on the process. This is much better than the reverse, where alarms are triggered all the time and no corrective action is ever established.
Frédéric Henrionnet
CT Infodream
Read also the article : What is SPC?